【铁厂配料系统】_铁厂配料系统厂家_铁厂配料系统★价格
1 铁厂配料系统系统组成
整个系统由一台监控站、两台9100e型控制器、两台并行I/O扩展箱及有关模块、电子皮带秤秤架、现场信号放大器及称重传感器、核子秤等组成。
为了检测圆盘的下料量,在每一圆盘与集料皮带之间安装一皮带电子秤。配料皮带秤采用南京创丰仪表公司生产的STH-800型电子皮带秤。该秤在结构上比较公道,秤框架均为铸钢件,整体结构好,不易变形;皮带机的头尾轮采用了鼓形轮,皮带不易跑偏,称重传感器选用西班牙进口的充氮式全密封传感器,性能稳定;BS-Ⅲ型信号放大用具有数字式瞬时显示,直观、线性度好。
监控站:采用台湾研华IPC610 486/66(8MB内存,270MBHD,VISA卡)产业控制机,菲利普51cm CRT。
控制器:选用9100e型控制器。该控制器由回路处理器模板、逻辑处理器模板、控制器机架及电源模板组成。
扩展箱:I/O扩展箱有就地和远传两类,我们选用就地并行I/O扩展箱SE9021,总槽数为12。
I/O模板:9000系列回路及逻辑控制器的I/O模板皆为标准尺寸,可插于控制器机架(包括I/O扩展箱机架)的任一槽位。根据控制要求,本系统选用下列4种模件:高速模拟量输进模件621-0022-RC;模拟量输出模件621-0010-AR;240VAC开关量输进模件621-1250R;24VDC开关量输出模件621-6550R。
2 铁厂配料系统系统工作原理
给料圆盘电机的调速设备仍利用原有的可控硅直流调速装置。
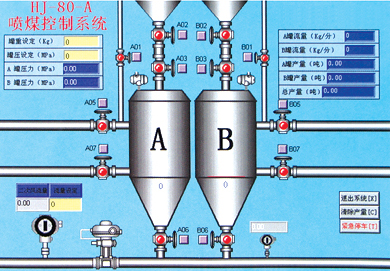
各种原料的流量通过皮带秤的检测后,通过现场的放大器将微弱的电压信号(0~30mV)转换成标准的电流信号(4~20mA),送到控制系统的I/O模块,这些信号经过9100e控制器的CPU采集及PID处理后得到相应的电信号,用来控制给料圆盘电机的转速。由此达到自动控制配料的目的。
以2#配料系统为例,配料控制系统原理图如图1所示。
以下为您推荐阅读: